
تعریف فشار: براساس قانون پاسکال، فشار برابر است با نیرو بر واحد سطح
P = F / A
برای مثال اگر ۱lbs نیرو بر ۱in2 از واحد سطح وارد شود، فشار آن برابر با ۱psi است. از آنجایی که در صنعت معمولا میزان فشار با bar نمایش داده می شود، رابطه بین psi و bar برابر است با: ۱bar = 14.5 psi
انواع فشار:
- فشار نسبی یا Gauge که نسبت به جو اندازه گیری می شود.
- فشار مطلق یا Absolute
PA = PG + 14.69
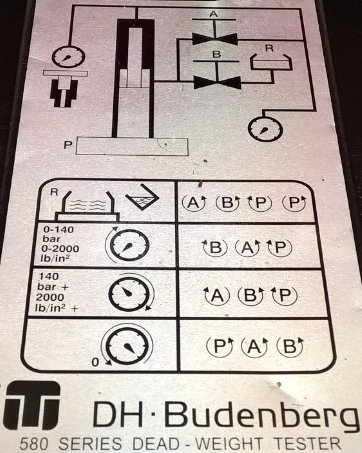
برای کالیبره کردن گیج های فشار از دستگاه Dead-Weight Tester استفاده می شود که متشکل از پیستون و Hand wheel(در این گزارش P مشخص می شود)، مخزن روغن، پایه وزنه معیار(که دارای دو نوار آبی رنگ برای فشار پایین و نوار قرمز رنگ برای فشارهای بالا می باشد)، ستون اتصال گیج و دو شیر A برای اعمال فشار تا ۱۴۰bar و شیر B برای فشار بیشتر از ۱۴۰bar است و نحوه عملکرد آن به شرح زیر است:
- ابتدا روغن درون مخزن باید هواگیری شود. برای این منظور از دستورالعمل خود دستگاه استفاده می کنیم. همانطور که در شکل مشخص است باید شیرهای A و B باز شده و P تا انتها باز و سپس کامل بسته شود. اینکار را تا زمانی که رروغن کاملا هواگیری شود تکرار می کنیم.
- اتصال گیج و تعیین وزنه مورد نیاز براساس گیج.
نکته: وزنه ها دارای دو عدد کوچکتر برای فشار پایین و عدد بزرگتر برای فشار بالا هستند. - بستن شیر B و باز کردن شیر A(براساس دستورالعمل دستگاه)
- باز کردن P تا زمانی که وزنه های ستون وزنه روی خط آبی قرار بگیرند. در این صورت به میزان فشار دلخواه رسیدیم و باید عدد روی گیج خوانده شود. اگر مقدار خوانده شده با میزان فشار وزنه ها برابر نبود، گیج نیاز به کالیبره دارد.
- در صورتی که معیار فشار عدد بزرگتر روی وزنه باشد ستون وزنه باید روی خط قرمز قرار بگیرد. ضمنا برای فشار بالاتر از ۱۴۰ bar زمانی که P به آخرین حد خود رسید، براساس دستورالعمل دستگاه ابتدا باید شیر A را تا انتها بسته و سپس شیر B را باز و دوباره P را در جهت باز شدن بچرخانیم.
کالیبراسیون گیج های فشار:
در Pressure Gaugeها سه نوع Tube استفاده می شود:
- Spiral برای فشارهای پایین
- C-Tube برای فشارهای متوسط
- Helical برای فشارهای بالا
انواع خطا در P.Gها و نحوه تصحیح:
- خطای Zero: در این حالت میزان خطا خطی است. یعنی اگر نقاط کالیبره به میزان ۲۵%، ۵۰% و ۷۵% گیج تعیین کنیم، خطا در تمام نقاط ثابت است. برای تصحیح در حالت ۲۵% فشار، عقربه را از روی گیج باز کرده(در صورتی که دارای پیچ Zero بود با استفاده از پیچ Zero) و در جهت تصحیح خطا می چرخانیم.
- خطای Span: در این حالت هرچه میزان فشار اعمالی به گیج افزایش یابد میزان خطا به صوردت تساعدی یا نزولی کاهش یا افزایش پیدا می کند. برای تصحیح بعد از تعیید نقاط کالیبره، در نقطه ۷۵% عقربه را با استفاده از پیچ Span به میزان نصف خطا و در جهت تصحیح خطا چرخانده و سپس در نقطه ۲۵% خطای Zero را تصحیح می کنیم. این کار را تا زمانی که خطا تصحیح شود تکرار می کنیم.
- خطای Angularity: در این حالت میزان خطا در نقاط مختلف متفاوت است و کم و زیاد می شود. برای تصحیح این خطا، در نقطه کالیبره ۵۰% میزان خطا هرچقدر بود، در عدد ۵ ضرب کرده و عقربه را با استفاده از پیچ تنظیم زاویه(angularuty) به اندازه عدد به دست آمده در جهت خطا می چرخانیم. برای مثال اگر عقربه به جای ۵۰% میزان ۵۲% را نمایش داد، یعنی خطا ۲% است و با ضرب این عدد در ۵ عدد ۱۰% را داریم و در نتیجه باید عقربه را روی ۶۰% قرار دهیم. سپس به تصحیح خطای Span و Zero اقدام می کنیم.
چه روغنی در مخزن dead weght های فشار بالا استفاده میشود؟
سلام شماره ی روغن استفاده شده در دستگاه چندمیباشد؟
ممنون خوب بود . مقدار خطاهای مجاز چقدر باید باشه